
Key takeaways:
Huasun’s Christian Comes highlighted that higher HJT module power is being achieved mainly through module design changes rather than further cell efficiency gains
High-density layouts with minimal cell spacing increase the active area and improve the cell-to-module ratio
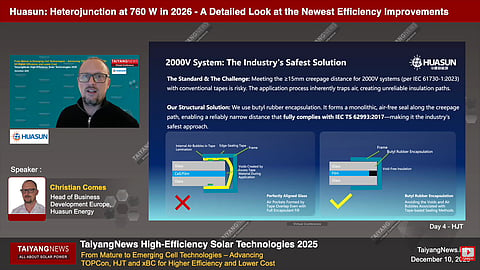
Enabling 2,000 V operation and improved edge sealing allows tighter layouts while addressing insulation and reliability requirements
Although TOPCon remains the technology workhorse of the current era, heterojunction (HJT) players continue to work toward improving the efficiency and power of HJT modules. Huasun Energy, one of the leading HJT players, represented by Christian Comes, shared the latest developments in the quest to achieve 760 W module power.
At the TaiyangNews High-Efficiency Solar Technologies 2025 Conference, Comes focused on the changes needed at the module level to reach this 760 W figure.
A HJT cell, by its nature, benefits from relatively symmetrical, full-surface processing that makes process control easier than other architectures. Ongoing improvements include in areas like CVD processes, UV stability, and metallization, especially silver reduction and moving towards indium reduction in transparent conductive oxide (TCO) layers. Comes, however, deliberately limited his talk to module-level strategies, which enable the path from a current production-level power of about 730-735 W toward achieving 760 W.
A key decision he highlighted was sticking with half-cut cells for now, rather than moving to more aggressive multi-cut approaches like third-cut or quarter-cut. While further slicing can improve power under ideal conditions, it also introduces additional complexity in stringing, junction box design, and diode configuration. Comes stated that the company’s internal evaluations showed that half-cut modules still offer a better balance in terms of shading behavior and overall energy yield.
The more interesting part of Comes’ talk was how the 760 W level is achieved without relying on further cell efficiency gains. Instead, the approach was based on increasing the cell-to-module (CTM) ratio by packing more active area into the same module footprint. This is done through a high-density layout with minimal or ‘zero-gap’ spacing between cells and tighter row spacing.
However, increasing packing density directly conflicts with electrical insulation requirements, especially when moving to higher system voltages. This is where the second major element comes in: enabling 2,000 V module operation. Normally, higher voltage requires larger creepage distances between cells and the frame, which would reduce packing density. According to Comes, this trade-off is addressed through edge sealing using butyl rubber (PIB), which provides stronger electrical insulation and moisture protection at the module edges. This allows cells to be placed closer to the frame without compromising safety.
Comes then presented the implications of this 2,000 V capability at the system level. With this higher voltage, string lengths can increase by roughly 50%, which directly impacts plant design. This helps address some of the practical limitations observed with large-format modules (such as G12) on certain tracker configurations. In such cases, longer strings can better match tracker geometries and reduce both electrical and mounting-related balance-of-system (BOS) costs.
A significant portion of Comes’ talk was dedicated to reliability, particularly around moisture ingress and long-term stability. He emphasized that while HJT has historically shown strong durability, transitioning to bifacial glass-glass modules introduces new challenges. In their case, standard encapsulation alone (such as POE) was insufficient for long-term moisture protection, which led to the adoption of PIB edge sealing. He also acknowledged that implementing PIB is not trivial. Early iterations revealed issues such as encapsulant creeping into the edge region or air bubble formation within the seal. Both can create pathways for moisture ingress or even compromise electrical insulation. These observations led to what he described as a ‘second-generation’ PIB implementation, addressing process control and sealing consistency.
In terms of overall impact, he positioned the 760 W module not just as a product with higher output, but as something that changes system economics through a combination of higher efficiency and reduced BOS costs. He also briefly mentioned that yield gains vis-à-vis TOPCon can be modest in some climates (around ~1.2% in colder regions, where temperature advantages are less pronounced), but these gains add on top of system-level savings. Access Comes' full talk on HJT at 760 W in 2026.

