

In the entire value chain of PV manufacturing, cell processing gets the largest impact from a change in wafer size. That's because almost every cell processing equipment is size sensitive; essentially, they all are batch processing tools. Taking PERC as an example, all key processing steps – texturing, diffusion, oxidation / annealing, passivation of front and rear (with PECVD) – are accomplished with batch tools. The reason behind batch tools gaining popularity, was that these tools are based on simple architecture available from multiple vendors and the components are also easily available owing to a well-established supply chain, thus resulting in low CapEx, according to Raymond de Munnik, CEO of Semco Smartech, an equipment supplier for both PERC and TOPCon technologies. The knowledge pool about the systems is also deep and wide, thus the maintenance costs are low and the up-time is high. The machine concepts are also flexible in terms of wafer sizes, making it fairly easy to adapt to larger wafers. Process flow wise, batch tools can be easily reconfigured when updating to advanced processes. The key driver behind low cost of operations is the batch size — the larger, the lower the cost of COO.
Most cell processing lines established before 2019 are mainly compatible with M2. While an upgrade to the G1 format is the easiest, the M6 size is at the maximum threshold for these production lines in terms of upgrade. And this is more or less done. Equipment makers, however, have made tremendous improvement in this regard. During a time when there was high ambiguity regarding the largest wafer size, which is a key design parameter for batch type process tools, equipment makers designed flexible platforms. This gave them the option to configure processing tools to handle all mainstream wafer sizes – M6, M10 and G12. A few are even ready to process wafers with up to 230 mm edge length. Flexibility aside, tool vendors have also readapted their equipment platforms to improve productivity in parallel.
Now, the tools have such high levels of productivity in terms of the MW metric that investing in 7- to 8-year old factories does not make any economic sense, according to Josef Haase, senior director at German production equipment provider Centrotherm. High productivity tools are available for processing stations across PERC cell lines. Since TOPCon needs a couple of additional production tools – mainly wet-benches, deposition reactors and/or thermal equipment – that closely follows the reactor designs used for mainstream PERC, equipment solutions are ready for TOPCon as well.
Contrary, production tools for HJT are not yet there, in the sense that the key processing tools (PECVD and PVD) used for HJT are based on the batch-inline concept. Such tools, on one hand, can be easily tuned to process larger wafer with a simple change of the carrier design. On the flip side, unlike batch systems, productivity suffers with increasing size. Simply said, HJT tools are independent from the substrate size, but are limited by carrier size. However, there continues to be significant effort on the part of tool vendors to improve the productivity of these systems as well.
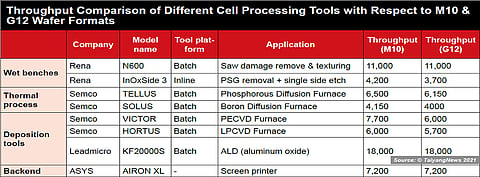
When it comes to the preferred wafer format, cell makers are definitely at an advantage when processing the largest possible wafer size, which in the current context is G12. Of course, it also depends on the tool philosophy – inline or batch – and also the specific reactor design. The table summarizes the throughput of different kinds of processing tools used in cell lines. The batch system especially benefits hugely from the larger wafer formats. For example, Rena's batch saw damage removal and texturing tool has the same throughput in terms of the number of substrates for both the larger wafer formats of M10 and G12, at 11,000 wafers per hour. However, the hourly capacity in 'watts per hour' metric naturally tilts towards the G12 format. The average power per cell of M10 (derived from a 72-cell module with 540 W power) is about 7.5 W and 10 W for G12 (derived from a 60-cell module with 600 W power). The kW throughput for this tool per hour is 85 and 110, which is quite a considerable gain in the overall tool capacity with G12. In contrast, Rena's inline tool has a variable hourly throughput – 4,200 for M10 and 3,700 for G12. Here as well, the G12 scores higher in kW metric at 37 compared to 31 with M10, but the gap is reduced.
It is not just a question of batch or inline, the tool design also has an influence. Semco's thermal processing and deposition tools are based on the batch platform, but the tool configuration leads to a variance in throughput according to wafer size; for example PECVD tools of the company are rated with an hourly throughput of 6,000 G12 wafers, while the same tool processes 7,700 wafers of M10 size (please refer to the table for details).
The text is an excerpt from the TaiyangNews Report on Very High Power Solar Modules 2021, which summarizes the most notable developments along the PV manufacturing and value chain enabling this approach to become the very mainstream. The TaiyangNews Report can be downloaded for free here.