

Key takeaways:
Stencil printing is being explored as an alternative to conventional screen printing for TOPCon metallization
The approach enables narrower fingers, reduced silver consumption, and incremental gains in cell efficiency
Challenges remain at finger-busbar intersections, where stencil design and paste flow require further optimization
Metallization is an important area for incremental efficiency gains. One approach attracting attention is stencil-based fine-line printing, which enables narrower fingers, lower silver consumption, and improved current collection compared to conventional screen printing.
Stencil-based metallization is emerging as a key upgrade for TOPCon to overcome the limitations associated with conventional high-mesh screen printing. By enabling narrower finger widths with a higher aspect ratio, stencil printing not only improves line morphology and reduces shading losses, but it also supports better current collection. Optimizing the finger count and stencil openings further enhances Isc, while the reduced metalized area lowers recombination, contributing to gains in Voc. This approach, however, requires dedicated paste formulations that combine optimized silver powder with tailored organic systems to ensure stable, high-quality printing.
Presenting the details of such a solution at TaiyangNews STC.I 2026, Daniel Lim, senior technical engineer at leading paste supplier Solamet, emphasized that the company has realized a finger width of 9 μm and a height of 7 μm. Compared to high-mesh screen printing, stencil printing with increased finger count shows a reduction in paste laydown of around 1 mg. At the same time, efficiency gains of up to +0.13% absolute are achieved, driven by a moderate Voc improvement of ~1.5 mV and a significant increase in Isc of up to ~80 mA, while fill factor remains largely unchanged.
JTPV’s R&D manager, Xinrui An, discussed the details of steel stencil printing. He estimated that this method could improve efficiency by 0.07% absolute and reduce silver consumption by 6 mg, referring to a 210 mm half-cell. However, while these results refer to swapping the screen with a metal stencil, the latter, due to the higher aspect ratio of fingers, enables a reduction in finger spacing. Optimizing the finger layout could further improve efficiency by 0.03% to 0.06% absolute, according to An.
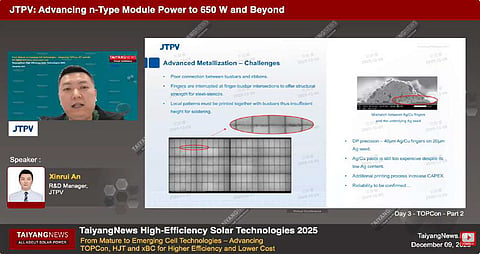
On the flip side, the absence of mesh support makes it difficult to achieve continuous finger lines across the full cell width. As a result, finger patterns are often interrupted at busbar intersections, requiring the contact regions to be printed together with the busbars. Since fingers and busbars are typically printed using different pastes and process conditions, this can lead to reduced contact height at the intersections, potentially causing poor soldering and electrical connectivity issues. To address this, modified stencil designs incorporating dash or dot patterns at the finger-busbar intersections are developed, according to An. This allows the paste to flow while maintaining connectivity. However, this approach comes with its own trade-offs, as the resulting narrow solid bridges weaken the stencil’s structural robustness, indicating further headroom for optimization.
The text is an edited excerpt from TaiyangNews’ report on Cell & Module Technology Trends 2026, which can be downloaded for free here.
